Технология и производственная линия
по выпуску формованного кокса под ключ1. Производственная линия
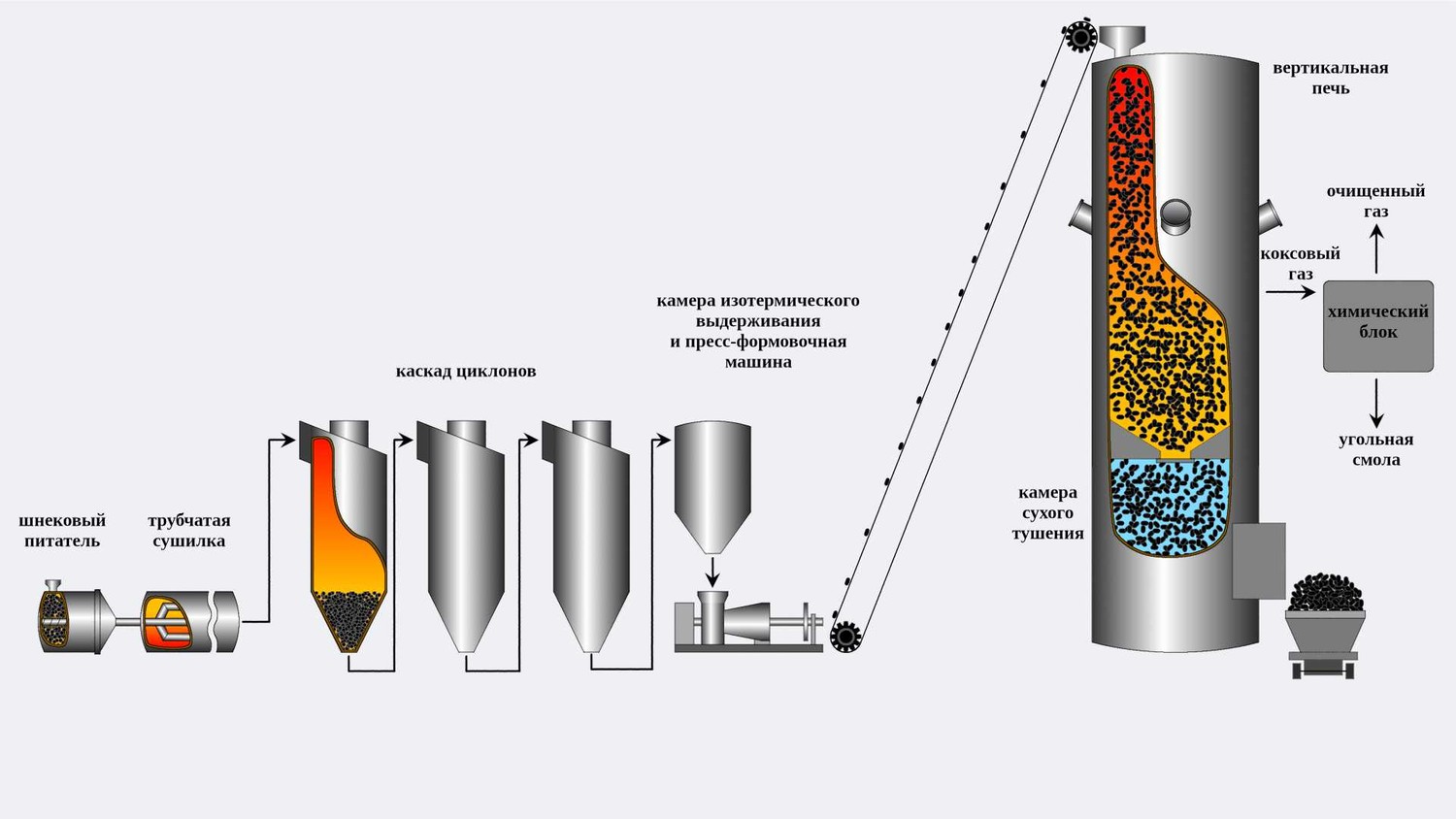
Измельчёный уголь после сушильной камеры нагревается с большой скоростью в каскаде циклонов и попадает в камеру изотермического выдерживания. Далее частично пластифицированная масса формуется в заготовки в пресс-формовочной машине и подается в вертикальную печь. В верхней зоне печи происходит спекание заготовок при умеренном нагреве. В средней зоне происходит прокаливание при более высокой температуре. При открытии нижней заслонки прокалённый кокс небольшими порциями ссыпается в зону сухого тушения, после чего сверху добавляется новая порция формовок. После чего готовый кокс выгружается из печи. Коксовый газ из печи попадает в химический блок, где газ очищается и из него выделяют коксовую смолу.
2. Отличия от классического метода
Переход на непрерывный процесс производства кокса дал возможность разделить процесс на отдельные стадии. Это позволяет обеспечивать для каждой стадии оптимальные условия, что значительно уменьшает количество отходов и вредных выбросов и даёт возможность полностью контролировать и регулировать технологический процесс и качество готовой продукции, а также использовать более дешёвое сырьё.
3. Отличия от других непрерывных методов
При нагреве угля примерно до 435-470 градусов уголь начинает переходить в пластическое состояние. Одновременно с этим под действием температуры происходит разложение угля с появлением парогазовых продуктов. При сверхбыстром равномерном нагреве и последующем уплотнении угля парогазовые продукты не успевают улетучиться. Именно они и обеспечивают в нашем методе уникальную возможность спекания слабоспекающихся углей без использования связующих добавок.
4. Мы предлагаем
- Технологию по производству формованного кокса.
- Проект и чертежи на фундаменты, здание и коммуникации.
- Оборудование согласно спецификации. Подробнее...
- Поставка оборудования, шефмонтаж, пусконаладка.
5. Окупаемость
Для общепринятого производства кокса необходимы огромные установки. Особенности нашей технологии позволяют создавать компактные производственные линии, не требующие крупных финансовых вложений. Возможность использования дешёвого сырья и низкие потери при переработке обеспечивают высокую рентабельность порядка 50%. Окупаемость - 2 года.
6. Преимущества нашей технологии
- Использование менее дефицитных и более дешевых энергетических углей без добавления коксующихся углей марок Ж, ГЖ, К.
- Радикально расширяет сырьевую базу коксования.
- Обеспечение получения высокопрочного и равномерного по ситовому составу формованного кокса, превосходящего по свойствам кокс, полученный по традиционной технологии, а также химических продуктов, не уступающих аналогичным продуктам слоевого коксования.
- Все полученные формованные изделия имеют одинаковый размер. Это имеет немаловажное значение для обеспечения газопроницаемости столба материалов в доменной печи.
- Безотходная технология за счёт отсутствия мелкой фракции и коксовой мелочи.
- Значительное уменьшение длительности цикла производства кокса. При традиционном методе цикл в печи составляет 14 – 18 часов. При непрерывном методе (формовочном) всего 2 часа.
- Регулируемая пористость кокса от 35 до 60%.
- Размер формовки регулируется калибровочными решетками формовочной машины. По заказу потребителя можно выпускать кокс размером от 25мм до 150мм (меняя калибровочные решетки).
- Снижение реакционной способности формованного кокса до 18%.
- Повышение прочности формованного кокса (по ВУХИНУ) до 81 – 93%%.
- Обеспечение сокращения выбросов вредных веществ в окружающую среду за счет применения герметичной аппаратуры с ограниченным количеством точек сброса в атмосферу паров и газов.
- Увеличенный выход кокса за счёт скоростного нагрева и герметичной аппаратуры.
- Непрерывность технологического процесса, его автоматизация, коренное изменение условий труда обслуживающего персонала, сокращение его численности, в частности, ликвидация профессий, связанных с работой в тяжелых и вредных условиях, увеличение производительности труда.
- Компактная производственная линия легко вписывается в существующее производство.
- Высокий тепловой КПД благодаря снижению тепловых потерь и утилизации отходящего тепла.
- Улавливаемые химические продукты коксования могут быть довольно выгодно переработаны.
- Излишки вырабатываемого горючего газа можно использовать в производстве или продавать.
7. Экологичность
Переход на непрерывный процесс коксования позволил исключить операции загрузки шихты и выдачи раскалённого кокса, являющиеся основными источниками поступления вредных веществ в окружающую среду.
Применение герметичной аппаратуры с ограниченным количеством точек сброса в атмосферу паров и газов позволяет ещё более уменьшить загрязнения.
Улавливание химических продуктов коксования на всех стадиях и их дальнейшая переработка также уменьшают опасность отходов.
Технически обоснованный уровень выбросов при производстве формованного кокса в десятки раз ниже, чем на действующих коксохимических заводах.
8. История возникновения технологии
Ещё во времена СССР стояла проблема ограниченной доступности коксующихся углей. Слабоспекаемые и неспекаемые угли распространены гораздо шире, но непригодны для производства кокса по классической технологии.
Эффективная методика получения кокса из такого рода углей была разработана профессором Л.М. Сапожниковым в 1955 г. в Институте горючих ископаемых АН СССР.
Эта технология в течение длительного времени испытывалась на опытно-промышленной установке на Харьковском коксохимическом и на Московском коксогазовом заводах. Было получено ~20 тыс. т кокса.
Первая доменная плавка на формованном коксе, проведенная в СССР в 1972 г., дала положительный результат. Ход доменной печи и технико-экономические показатели плавки на новом топливе были лучше, чем на донецком коксе.
На рубеже 70-х и 80-х годов было начато сооружение головной промышленной линии производительностью 2 млн. т кокса в год. Однако в связи с экономическими трудностями в СССР, в 1987 г. сооружение установки было прекращено при уровне строительной готовности чуть более 50%.
На сегодняшний день эта технология по достоинству оценена и успешно используется в Японии.
9. О нас
В 2014г. в ООО «ПКФ «Универсал» была создана группа специалистов коксохимиков и теплоэнергетиков, которую возглавил Коняев А.В.. Им была предоставлена лаборатория и созданы все условия для научной деятельности. В 2016г. весь коллектив перешел под управление ООО «РУСУГЛЕНЕФТЕГАЗ». Была проведена большая аналитическая работа, собрано много информации за последние 60 лет в сфере коксохимии и теплоэнергетики. Было проведено много опытов и исследований на лабораторном оборудовании. Цель нашей деятельности - это разработка новых технологий по термической переработке каменных и бурых углей, а также более тонкой переработке получаемой продукции. Отдельное направление – это регенерация и рекуперация в энергетике. Уже есть определенные результаты.
Русугленефтегаз
Контакты
- 650060 г. Кемерово.
пр. Химиков 26 пом. 103 - +7 ххх-ххх-хх-хх
- RusUNG@yandex.ru